Sculpteur
Accueil
 Information
InformationL'artiste
Livre d'or
Contact
Livre
"L'Espoir" à Palavas
Collections :
Animaux
Bas-relief
Bustes
Danses
Enfants
Femmes
Grandes sculptures
Groupes
Hommes
Le monde de la sculpture
Moteur de recherche
Biographies de sculpteurs
Sculpture dans les musées
Citations
Bibliographie
Jean-Antoine Injalbert
Dans les jardins publics
Lexique de sculpture,
Etc.
Copyright © Nella Buscot
Encyclopédie
ou
Dictionnaire Raisonné des Sciences, des Arts et des Métiers
Article : Bronze
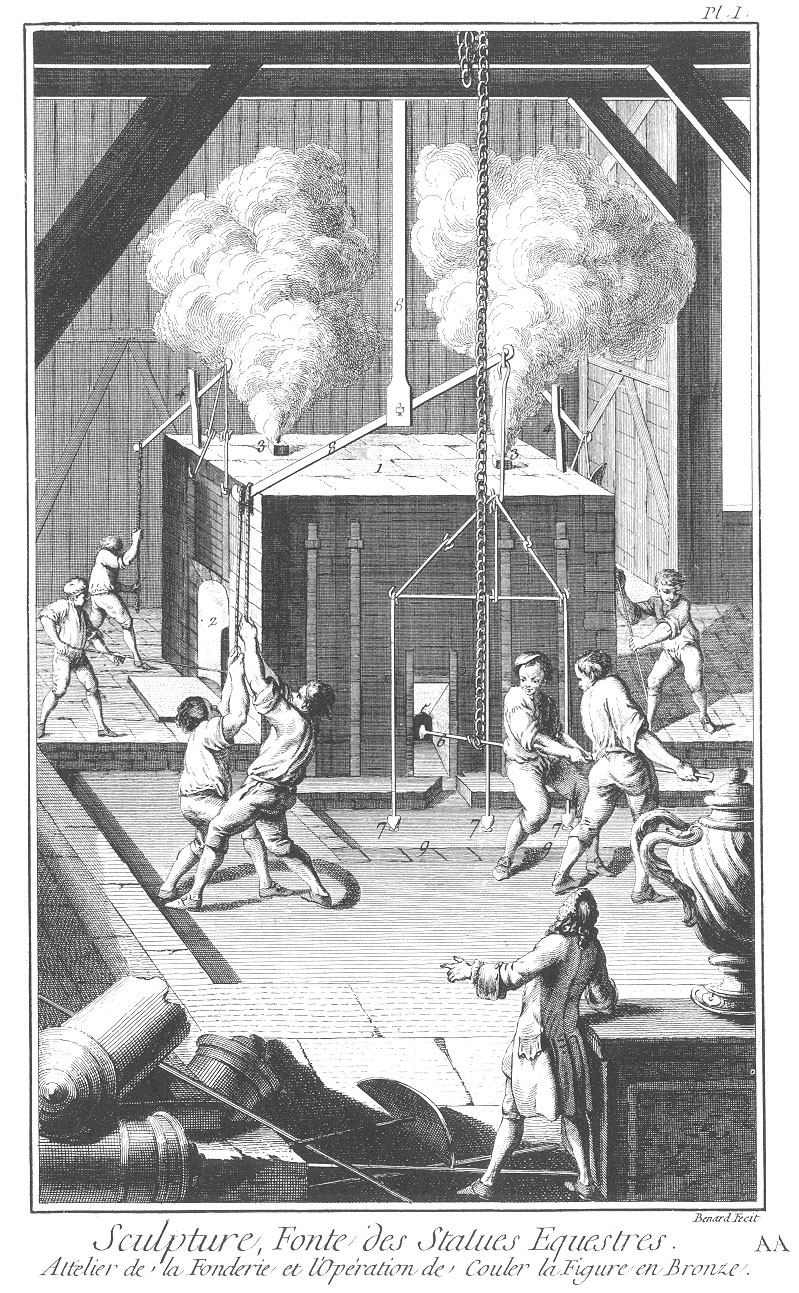
BronzeBronze, s. f. terme de Fonderie, est composé de cuivre rouge, et d'un tiers de jaune, pour qu'elle soit plus douce et plus facile à travailler : cependant pour le rendre moins soufflant et plus solide, on met un peu plus d'un tiers de cuivre jaune, auquel on joint un peu d'étain fin, qui empêche le bronze de refroidir trop vite, et lui donne le temps de parvenir dans les parties extrêmes de l'ouvrage qui sont opposées au fourneau. Le poids du bronze qui doit être employée est de dix fois celui des cires; ainsi sur 500 livres de cire, il faut 5000 livres de bronze : cependant on ne risque pas d'y en mettre un sixième davantage, à cause du déchet du métal dans la fonte, et de la diminution du noyau au recuit.Fonderie en bronze, ou art d'exécuter avec le bronze de grands ouvrages, comme les statues équestres, que nous prendrons ici pour exemple, parce qu'il sera facile d'y rapporter les autres morceaux de ce travail. Tous les arts ont une sorte d'atelier qui leur convient, soit par sa construction, soit par la disposition de ses parties; et c'est aux ouvrages qu'on y travaille à déterminer l'une et l'autre. Celui du fondeur en grand est un espace profond revêtu de murs au pourtour, au centre duquel l'ouvrage à fondre est placé. L'étendue de cet espace doit être proportionné à la grandeur de l'ouvrage, et laisser entre le moule de potée et le mur de recuit un pied de distance au moins. Cet espace s'appelle la fosse. La fosse peut être ronde ou carrée : la fosse ronde se fait à moins de frais, parce qu'elle a moins de murs de pourtour, et elle est plus solide, surtout quand elle est enfoncée en terre, parce que toutes les coupes de ses pierres sont dirigées vers un centre. On la creuse au-dessous du rez-de-chaussée, observant que la hauteur des eaux dans les lieux circonvoisins soit au-dessous de son aire, pour éviter l'humidité, qui est contraire dans toutes les occasions où le feu est employé à résoudre. C'est dans la fosse qu'on travaille le modèle, le moule de plâtre, etc. lorsque les ouvrages sont grands, et qu'on risquerait d'en tourmenter les pièces en les transportant. Pour mettre les ouvriers et les ouvrages à l'abri, on couvre la fosse d'un atelier provisionnel de charpente. Au-dedans de la fosse est un mur fait d'une matière capable de résister au feu : il laisse de l'espace entre son pourtour extérieur et le parement intérieur de la fosse. Cet espace sert pour retire les cires, mettre le feu aux galeries, observer sans inconvénient si le moule de potée et le noyau sont bien recuits; et ce mur est fait de grès ou de briques maçonnées avec de l'agile au pourtour, vers le dedans de la fosse. On peut le construire après coup; il s'appelle mur de recuit. Les galeries sont des espaces vides, séparés par des murs de grès, élevés de deux assises de seize pouces d'épaisseur chacune, d'un pied de hauteur, et maçonnées avec de l'argile : elles sont ménagées au fond de la fosse sur un massis de deux rangs de briques, dont celles du premier rang sont sur le plat, et celles du second sur le champ. On distribue les assises de grès de manière qu'il se trouve un mur plein sous les principaux fers de l'armature, comme les pointaux, les jambes du cheval, etc. si l'on fond une statue équestre. C'est ainsi qu'on prévient leur inflexion, que la chaleur pourrait occasionner. Il y a sur les murs des galeries de fortes plates-bandes de fer, entaillées moitié par moitié aux endroits où elles se croisent : elles servent de base à l'armature, et c'est sur ces barres que la grille est posée. La grille est un assemblage de plusieurs barres de fer plus ou moins espacées, et couchées de niveau en croisant les galeries. Son usage est
Fig. 2. le profil de la fonderie par sa largeur. A le comble de l'atelier; B la fosse; C le fourneau; D les galeries; E, E, passages pour tourner autour du mur de recuit. Fig. 3. le profil de la fonderie par sa longueur. A, A, le comble de l'atelier; B la fosse; C le fourneau; D la chauffe; E les galeries; F passage pour tourner autour des galeries. Fig. 4. les galeries et la grille. A les galeries; B les murs de grès des galeries; C la grille de fer; D les plates-bandes; E lieu des galeries. Le modèle achevé, on travaille aux moules : on en fait deux; l'un en plâtre, qui donne le creux du modèle; et l'autre de potée et d'une terre composée, dont on verra dans la suite l'usage. Pour faire le moule de plâtre, on commence par déterminer les dimensions de ses parties par des lignes tracées sur l'aire de la fosse; et ces lignes sont données de position et de grandeur, par des aplombs qu'on laisse tomber des parties saillantes de l'ouvrage. On prend autant de ces points qu'on en a besoin; et quand ils ont déterminé le pourtour des assises du moule, on ajoute au-delà de ce pourtour exact quelques pouces pour l'épaisseur même du moule : cette addition donne une nouvelle figure semblable et circonscrite à la précédente. On a soin que les jointures des assises tombent aux endroits les moins remarquables, afin que les bavures occasionnées par les cires soient plus aisées à réparer. La première assise se pose sur l'aire de la grille, et à la hauteur du pied de l'ouvrage. On passe à la seconde : il faut que les lits des assises soient bien de niveau, et que les pièces du moule portent bien aplomb les unes sur les autres; elles en auront plus de solidité, et se replaceront plus facilement. Entre les pièces de la première assise, il est à propos qu'il y en ait une qui traverse sans joint d'un des parements du moule à l'autre; elle servira de base à toutes les autres; elle sera, pour ainsi dire, le centre auquel on les rapportera. On ne manquera pas de pratiquer aux différentes pièces du moule des entailles ou hoches, et des saillies latérales, par le moyen desquelles elles s'assemblent les unes avec les autres, et forment un tout solide. Mais pour avoir ces parties, voici comment on s'y prend. On huile bien le modèle, puis on lui applique du plâtre; on prend les parties grandes, larges, et plates, tout d'un morceau; pour les parties creuses et fouillées, comme les draperies, on en fait de petites pièces dans lesquelles on met des morceaux de fil d'archal, tortillés par le bout en spirale ou anneau; on passe une ficelle dans cet anneau, et on les lie avec une grande pièce qui les renferme, et qu'on appelle leur chape; quand on a pris toutes les parties, on les laisse reposer et faire corps; on les marque pour en reconnaître l'ordre et la suite, et on les sépare du modèle, qu'on répare partout où cette opération peut l'avoir gâté. Voyez Planche III. Fig. 2. le moule de plâtre qui est le creux du modèle de plâtre de la figure équestre. 1 Entailles ou hoches creuses; 2 entailles ou hoches de relief; 3 première assise du moule. Fig. 3. le plan de la première assise du moule de plâtre, où l'on voit toutes les pièces du moule numérotées dans l'ordre qu'elles ont été faites, depuis 1 jusqu'à 25; 26 pointaux de l'armature de fer. Les autres assises du moule sont faites dans la même intention, en observant d'assise en assise que les pièces du dessus soient en liaison avec celles du dessous. Quand on a le moule en plâtre, on s'en sert pour former un modèle en cire, tout semblable au modèle en plâtre : on donne à la cire l'épaisseur que l'on veut donner au bronze. Les anciens, dit M. de Boffrand, ne prenaient pas la peine de faire le premier modèle de plâtre, qui sert à déterminer l'épaisseur des cires; après avoir fait leur modèle avec de la terre à potier préparée, ou avec du plâtre, ils l'écorchaient, en enlevant partout l'épaisseur qu'ils voulaient donner au bronze; de sorte que leur modèle devenait leur noyau : ils faisaient recuire ce noyau, le couvraient de cire, terminaient ces cires, faisaient sur ces cires terminées le moule de potée, et achevaient l'ouvrage comme nous : mais on ne suit plus cette méthode que pour les bas-reliefs, et les ouvrages d'exécution facile. Quant aux grands ouvrages, quand on a assemblé toutes les pièces dans leurs chapes, on y met de la cire autant épaisse qu'on veut que le bronze le soit. Cette épaisseur totale des cires varie selon la grandeur des ouvrages; et chaque épaisseur particulière d'une pièce, suivant la nature des parties de cette pièce : on donne deux lignes d'épaisseur aux figures de deux pieds; un demi-pouce aux figures de grandeur humaine; au-delà de ce terme il n'y a presque plus de règle. M. de Boffrand dit qu'au cheval de la statue équestre de la place de Louis le grand, on fit les cires massives jusqu'au jarret, pour être massives en bronze, et qu'on donna un pouce d'épaisseur aux cuisses, dix lignes aux autres parties jusqu'à la tête, et six lignes à la queue. Il faut que la cire dont on se sert ait deux qualités presque opposées; celle de prendre facilement les formes, et de les conserver après les avoir prises. Prenez cent livres de cire jaune, dix livres de térébenthine commune, dix livres de poix grasse, dix livres de saindoux; mêlez, et faites fondre sur un feu modéré, de peur que la cire ne bouille, ne devienne écumeuse, et ne soit difficile à travailler : vous aurez ainsi un mélange qui satisfera aux deux conditions que vous requérez. Quand cette composition sera prête, imbibez bien les pièces du moule en plâtre d'huile d'olive, de saindoux, et de suif fondus ensemble; prenez de la composition que j'appellerai cire, avec des brosses de poil de blaireau; répandez-la liquide dans les pièces du moule en plâtre; donnez aux couches environ une ligne d'épaisseur; abandonnez ensuite la brosse; servez-vous de tables faites au moule : ces moules sont à peu près semblables à ceux des Fondeurs de tables en cuivre, où des tringles de fer plus ou moins hautes fixées entre deux surfaces unies déterminent l'épaisseur des tables; ayez deux ais; ajustez sur ces ais deux tringles; amollissez vos cires dans de l'eau chaude; maniez-les bien comme de la pâte; étendez-les avec un rouleau qui passe sur les tringles; et mettez ainsi ces tables d'une épaisseur qui vous convienne. Prenez vos pièces en plâtre couvertes d'une couche en cire; ratissez cette couche; faites-en autant à une des surfaces de vos tables de cire; faites chauffer modérément ces deux surfaces écorchées, et appliquez-les l'une contre l'autre. La quantité de cire employée détermine la quantité de métal nécessaire pour l'ouvrage. On compte dix livres de métal pour une livre de cire, non compris les jets, les évents, et les égouts. M. de Boffrand dit qu'on employa pour la statue équestre de la place de Louis le grand, 5326 livres de cire; ce qui demandait par conséquent 53260 livres de métal non compris les jets, les évents, et les égouts. Quand on a donné à toutes les cires les épaisseurs convenables, on démolit le modèle en plâtre, en le coupant par morceaux, qui servent ensuite à réparer les cires. On remonte toutes les assises du moule jusqu'à la moitié de la hauteur du cheval, s'il s'agit d'une statue équestre; et on établit au-dedans et au-dehors des assises l'armature du noyau. L'armature est un assemblage des différents morceaux de fer destinés à soutenir le noyau et le moule de potée d'un grand ouvrage de fonderie : entre ces fers, les uns restent dans le corps de l'ouvrage fondu, d'autres en sont retirés après la fonte : dans une statue équestre, ceux qui passent d'un flanc à l'autre du cheval, qui descendent dans la queue, et qui passent dans les jambes, sont assemblés à demeure; les fers des jambes s'étendent même à trois pieds au-delà des pieds du cheval, et sont scellés dans le corps du piédestal. Voyez figure 1. Plan. III. l'armature de fer qui a été faite dans le corps du cheval, avec les pointaux et piliers butans pour soutenir la figure équestre. Le noyau est un corps solide qui remplit l'espace contenu sous les pièces du modèle en cire, quand elles sont assemblées : la matière qui le compose doit avoir quatre qualités; - la première, de ne s'étendre ni resserrer sous les cires; - la seconde, de résister à la violence du feu, sans se fendre ni ne se tourmenter; - la troisième, d'avoir du pouf, c'est-à-dire, de résister au métal en fusion, et de céder au métal se refroidissant; - la quatrième, de ne lui pas être analogue, c'est-à-dire, de ne le point boire, et de ne point lui être contraire, ou de ne le point repousser; ce qui occasionnerait dans le premier cas des vides, et dans le second des soufflures. Mêlez deux tiers de plâtre, avec un tiers de briques bien battues et bien cassées, et vous aurez la matière requise. On mélange, on gâche cette matière, et on en coule dans les assises du moule quand l'armature est disposée, allant d'assises en assises jusqu'au haut de la figure. Il est cependant à propos de savoir qu'on observe différents mélanges, et que le noyau des grandes figures n'est pas tout entier de la même matière. Dans la formation du noyau de la statue équestre dont j'ai déjà parlé, les jambes qui portent, devant être solides, n'eurent point de noyau : on fait la queue, la jambe qui est levée, la tête, le cou, etc. de plâtre et de briques battues et sassées; le corps du cheval d'un mélange de deux tiers de terre rouge et sablonneuse, qu'on trouve derrière les Chartrex, et qui passe pour la meilleure de l'Europe pour ces sortes d'ouvrages, et d'un tiers de crottin de cheval et de bourre passés par les baguettes. Avant que de commencer le noyau, on passe des verges de fer en botte entre les vides des grands fers de l'armature, auxquels on les attache avec de gros fil d'archal; ces verges tiennent les terres du noyau en état : on laisse cependant des trous pour passer la main et ranger les gâteaux de terre. Sous les parties inférieures, comme le ventre d'un cheval, où les terres tendent à se détacher de tout leur poids, on place des crochets en S qui les arrêtent. Quand le noyau est fait, on prend de la composition du noyau détrempée à une certaine consistance; on en applique sur les cires avec les doigts, par couches d'environ un pouce d'épaisseur, qu'on fait bien sécher. On continue ainsi de couche en couche, se servant de gâteaux de la même composition de quatre pouces en carré sur neuf lignes d'épaisseur, qu'on applique sur leur plat avec la même composition liquide, et qu'on unit avec les couches qu'on a déjà données aux cires, faisant toujours sécher nuit et jour sans interruption, jusqu'à ce que les couches de terre à noyau aient au pourtour des cires environ six pouces d'épaisseur; ce qui suffira pour achever de recouvrir tous les fers de l'armature. Mais avant que ces fers soient recouverts, on pose dans le noyau un rang de briques en cintre, maçonnées avec de la terre de la même composition que le noyau; ce qui forme dans son intérieur une sorte de voûte. On a soin de bien faire sécher les parties intérieures du noyau, par des poêles qu'on dispose en dedans, en y descendant par une ouverture pratiquée à la croupe, si c'est une statue équestre; et pour que le feu ne soit pas étouffé, on pratique au noyau des cheminées de trois pouces en carré : ces cheminées sont au nombre de trois. Quand il est bien sec, on achève de le remplir très exactement avec de la brique bien sèche, qu'on maçonne avec de la terre à noyau. S'il lui arrive de se resserrer et de diminuer en séchant, on le hache et on le renfle avec la même terre dont on l'a construit. Pour s'assurer s'il est solide, on le frappe; s'il sonne creux, il a quelque défaut, il n'est pas plein. Quand le noyau du cheval d'une statue équestre est dans cet état, on élève les assises de la figure; on y ajuste les armatures, et l'on coule le restant du noyau avec la même composition, observant de pratiquer au-dedans de la figure des jets qui conduisent le métal aux parties coudées en montant : sans cette précaution, ces parties resteraient vides. Quand le noyau est achevé, on démonte toutes les assises, en commençant par le haut; on soutient par des piliers butans les traverses principales de l'armature, qui percent les cires à mesure qu'on les découvre : on dépouille ensuite toutes les pièces de cire; on pratique sur le noyau des repaires, pour les mettre à leur place; on les place, et on a une figure en cire toute semblable au modèle. Pour fixer les cires sur le noyau, on y enfonce d'espace en espace des clous à tête large, sur lesquels on construit une espèce de treillis avec du fil d'archal. Ce treillis sert à soutenir les cires. On les lie encore entre elles avec de la cire chaude, qu'on coule dans leurs jointures, en sorte qu'il ne reste aucun vide. On achève alors de réparer les cires assemblées; car on avait déjà fort avancé la réparation, quand elles étaient par pièces détachées. On se sert dans cette manoeuvre de l'ébauchoir et d'une toile dure et neuve, imbibée d'huile, avec laquelle on suit les contours du nu et des draperies : on pose ensuite les égouts des cires, les jets et les évents. Les jets, les évents, et les égouts des cires sont des tuyaux de cire que l'on pose sur une figure après que la cire a été réparée. Ces tuyaux de cire étant ensuite enduits de la même terre que le moule, forment sur toute la figure et dans le moule de potée des canaux à trois usages : les uns servent d'égouts aux cires, et se nomment égouts; les autres conduisent le métal du fourneau à toutes les parties de l'ouvrage, et s'appellent jets; les autres sont des évents qui font une issue à l'air renfermé dans l'espace qu'occupaient les cires, et retiennent le no d'évents. Sans cette précaution, l'air comprimé par le métal à mesure qu'il descendrait, pourrait faire fendre le moule. On fait les tuyaux de cire, creux comme des chalumeaux; ce qui les rend légers, et emporte moins de cire que s'ils étaient solides. Voici comment on les coule. On a des morceaux de bois tournés du diamètre qu'on veut donner à ces canaux, et de deux pieds de long ou environ : on construit sur ces petits cylindres un moule de plâtre de deux pièces égales, et fermé par un des bouts : en l'imbibe bien d'huile; on le remplit de cire : quand il est plein, on le secoue bien : à l'approche du plâtre, la cire se fige : on renverse ce qui n'est pas figé : il reste une douille creuse, à laquelle on donne l'épaisseur qu'on veut, en recommençant de remplir de cire et de renverser. Quand ces douilles ou tuyaux sont préparés en quantité suffisante, on les dispose sur la figure à deux pouces de sa surface. On commence par les égouts de cire, qui servent par la suite de jets : ils sont soutenus autour de l'ouvrage par des attaches ou bouts de tuyaux menus, soudés par un bout contre les cires de l'ouvrage, et de l'autre contre les égouts. Il faut des égouts à tous les endroits qui ont une pente marquée. Il y en a aux statues équestres à chaque pied du cheval, à chaque pied de la figure, à la queue du cheval, deux sous le ventre : on pose ensuite et de la même manière, les jets et les évents. Chaque ouvrier a sa manière d'attacher. La bonne, c'est d'incliner les attaches des jets en descendant vers la figure, et par conséquent de couler la figure par le haut. Le diamètre des jets, des égouts, et des évents, est déterminé par la grandeur de l'ouvrage. Ils avaient les dimensions suivantes dans la fonte de la statue équestre de Louis XIV dont nous avons déjà parlé. Les trois principaux jets, trois pouces quatre lignes de diamètre; les jets moins forts, 21, 18, 15, 12, 9 lignes; les évents par le haut, 30 et 24 lignes de diamètre, et en descendant, 13, 12, 9 lignes : les égouts avaient les mêmes dimensions que les évents. Quand on a poussé l'ouvrage jusqu'au point où nous venons de le conduire, on travaille au moule de potée et de terre. On prend trois sixièmes de terre de Châtillon, village à deux lieues de Paris, qu'on mêle avec une sixième partie de fiente de cheval; on a laissé pourrir ce mélange dans une fosse pendant un hiver. A ce mélange, on ajoute ensuite deux sixièmes de creusets blancs et passés au tamis. On détrempe le tout avec de l'urine; on le broie sur une pierre; on en fait ainsi une potée très fine. On commence par en mettre sur la cire, avec une brosse, quatre couches mêlées de blanc d'uf ; puis on mêle un peu de poil fouetté et passé par les baguettes, avec la composition précédente. On donne avec ce nouveau mélange vingt-quatre autres couches; observant de ne point appliquer une couche que la précédente ne soit bien sèche : le moule prend ainsi environ un demi pouce d'épaisseur. On ajoute alors à la composition nouvelle moitié de terre rouge, de même qualité que celle du noyau, ayant soin de remplir les creux et autres lieux étroits où la brosse n'a pu pénétrer, avec cette composition un peu épaisse. Le moule a, à la quarantième couche, environ deux pouces d'épaisseur. On met alors sous la figure, s'il en est besoin, sous le ventre du cheval, si c'est une statue équestre, des barres menues de fer plat, croisée, les unes sur les autres, entrelacées de fil de fer, et attachées aux gros fers de l'armature du noyau, qui percent les cires. Ces barres servent à soulever les parties inférieures du moule, et à les empêcher de se détacher des cires. On pratique le même bandage sur le reste de la figure, partout où l'on craint que le moule ne fléchisse. On couvre ce premier bandage de terre rouge seule, délayée avec la bourre qu'on couche avec les doigts, jusqu'à ce que le moule ait environ huit pouces d'épaisseur par bas, et six pouces par haut. Il faut avoir soin, avant que de commencer le moule de potée, de couper la cire en quelques endroits, afin d'avoir une ouverture au bronze pour tirer du dedans de la figure les fers superflus de l'armature avec le noyau. En ces endroits on joint les terres du noyau avec le moule : mais on pratique des rebords de cire, dont le métal remplira l'espace; ce métal débordant sera rabattu dans la suite, et servira à boucher l'ouverture pratiquée. Cent cinquante couches achèvent l'épaisseur du moule, sur lequel on pose ensuite des bandages de fer pour le rendre solide, et empêcher que la terre qui perd de sa force par le recuit, ne s'éboule. Ces bandages sont de fers plats, disposés en réseau toute la figure en est couverte. On en remplit les mailles de terre et de tuileau. On place les tuileaux aux endroits où les fers du bandage ne touchent pas le moule. Sur ce bandage, on en pose un second, de manière que les fers qui forment les mailles ou carrés de ce second, croisent et coupent les mailles ou carrés du premier. On remplit pareillement les endroits où ces barres ne touchent pas le moule, de terre et de tuileaux; et le reste des mailles, de la même terre. Dans toutes ces opérations, le moule a pris dix pouces d'épaisseur par bas, et sept par en haut. On voit, fig. 1. Pl. III. à la partie antérieure, la figure équestre de cire, avec les jets, les évents, et les égouts de cire. 1, jets; 2, évents; 3, égouts de cire; 4, attaches; à la partie postérieure, le bandage de fer plat. On songe alors à recuire le moule et à faire sortir les cires, car elles tiennent la place du métal; pour cet effet on construit le mur de recuit; on le fait d'assises de grès et briques posées avec du mortier de terre à four, afin qu'il résiste à la violence du feu. Sa première assise est sur le massif du fond de la fosse, d'où il s'élève jusqu'au haut de l'ouvrage. Son parement intérieur est environ à dix-huit pouces de distance des parties les plus saillantes du moule de potée. On laisse à ce mur, des ouverts correspondantes aux espaces pratiqués entre l murs des galeries, pour allumer le feu et l'entretenir. Ces ouvertures se bouchent avec des plaques de tôle, afin de conserver la chaleur. Quand une fosse est assez grande, le mur de recuit est isolé, et on fait le tour aisément. Sur la grille qui couvre les galeries, on construit avec de la brique blanche de Passy, de petits murs de quatre pouces d'épaisseur par arcade, en tiers point, espacés de quatre pouces. On remplit le reste de l'espace du mur de recuit et du moule, de briquaillons, rangeant les plus petits vers le moule, et les plus gros vers le mur. On soutient les fers de l'armature par des piliers de brique. A mesure que les briquaillons s'élèvent, on place à l'issue des égouts des conduits de tôle qui traversent le mur de recuit et conduisent les cires. Pour s'assurer si le moule et le noyau sont suffisamment recuits, on les perce avec une tarière en différents endroits; et on place dans les trous des tuyaux de tôle, qui passent aussi à travers le mur de recuit, et par lesquels on peut voir le moule et le noyau, et juger du recuit à la couleur. On conduit encore à travers les briquaillons, de petites cheminées de trois à quatre pouces en carré, qui montent du haut en bas de la fosse : elles donnent issue à la fumée. On élève les principaux jets et évents, avec des tuyaux de tôle; et l'on couvre toute la face supérieure de la fosse et des briquaillons, d'une couche d'argile d'environ trois pouces d'épaisseur. Cela fait, on allume un petit feu dans trois galeries de chaque côté. Ce feu dure un jour et une nuit. On l'augmente de celui qu'on fait ensuite dans deux autres galeries : on continue ainsi de galeries en galeries; finissant par celles qui sont les plus voisines de la figure, ou de ses parties saillantes. On continue pendant neuf jours de suite ce feu de charbon modéré. Les cires coulent deux jours après que le feu a été allumé. On en avait employé pour la statue équestre de la place de Louis le Grand, 5568 livres, tant en ouvrage qu'en jets, égouts, et évents; et il n'en est sorti en tout que 2805 livres : le déchet s'est perdu dans le moule, dans le noyau, et en fumée. Quand on s'est aperçu que le moule a rougi, on discontinue le feu peu à peu, puis on le cesse entièrement : mais le moule et le noyau restent encore longtemps chauds. On attend qu'ils soient refroidis pour travailler à l'enterrage et à la fonte. On commence par débarrasser entièrement la fosse de tout ce qui remplissait les galeries et l'espace qui est entre le mur de recuit et le moule. Ensuite on procède à l'enterrage, ou au massif de terre dont on remplit la fosse autour du moule : on comble d'abord les galeries jusqu'à la hauteur de la grille, de moellons maçonnés avec deux tiers de plâtre, et un tiers de terre cuite et pilée. On fait ensuite un solide sous les parties inférieures de la figure, du ventre du cheval, si c'est une statue équestre; ce solide est de briques maçonnées aussi avec le mélange de plâtre et de terre cuite et pilée. On ferme toutes les ouvertures des murs de la fosse; on achève de la remplir jusqu'à deux pieds au-dessus du moule avec de la terre ferme; on met cette terre par couches de six pouces d'épaisseur, qu'on réduit à quatre avec des pilons de cuivre : mais de peur que l'humidité de cette terre ne nuise au moule, on y répand un peu de plâtre passé au sas. On avait même goudronné le moule depuis le bas jusqu'à la moitié de la figure, dans la fonte de la statue équestre de la place de Louis le grand. A mesure que l'enterrage s'avance, on bouche les égouts et les trous de tarière, avec des tampons de terre : quant aux jets et aux évents, on les élève avec des tuyaux de même composition que le moule de potée; on fait bien sécher ces tuyaux avant que de les employer; on les conduit jusqu'à l'écheneau. L'écheneau est un bassin dont nous parlerons plus au long, où aboutissent les principaux jets, et dans lequel passe le métal liquide au sortir du fourneau, pour se précipiter dans les jets dont l'entrée est en entonnoir. Ces entonnoirs sont bouchés avec des barres de fer arrondies et de même forme, qu'on appelle quenouillettes. Tout est alors disposé pour la fonte dans la fosse. Il ne s'agit plus que d'avoir un fourneau pour mettre la matière en fusion : on commence par construire un massif profondément en terre, sur lequel on assied le fourneau de manière que l'âtre en soit à peu près trois pieds plus haut que le sommet de la figure à jeter; et sur l'arase des murs, on a élevé en pans de bois trois côtés de l'atelier; pour le quatrième côté qui regarde la chauffe du fourneau, il est construit de moellon, et c'est un mur. Le fourneau doit être le plus près qu'il est possible de la fosse; c'est pourquoi, en construisant le massif du fourneau qui forme un des côtés de la fosse, on y a fait deux renfoncements en arcades, avec un pilier au milieu, derrière lequel on a pratiqué un passage voûté, pour communiquer d'une arcade à l'autre. Le parement du pilier du côté de la fosse a été fait avec des assises de grès pour résister au feu, qu'il devait supporter comme partie du mur de recuit. C'est la quantité de métal nécessaire à l'ouvrage, qui détermine la grandeur du fourneau; et c'est, comme nous l'avons déjà insinué, la quantité des cires employées, qui détermine la quantité du métal. Il fallut pour la statue équestre de la place de Louis le grand, tant pour les égouts, évents, jets, que pour le noyau, 6071 liv. de cire, ce qui demandait 60710 livres de métal, à quoi l'on ajouta 22942 livres de métal, à cause du déchet dans la fonte, de la diminution du noyau au recuit, et pour en avoir plutôt de reste que moins. Quand on a la quantité de métal que le fourneau doit contenir, on cherche quel diamètre et quelle hauteur de bain de métal il doit avoir. Dans la fonte de la statue équestre qui nous sert d'exemple, sachant qu'un pied cube de métal allié pèse 648 livres, on divisa 83652 par 648, et l'on trouva qu'il fallait que le fourneau contînt 129 pieds cubes 60/648. On prit le diamètre du fourneau pour cette fonte de dix pieds neuf pouces en carré, sur seize pouces et demi de hauteur, ce qui donne 129 pieds cubes. Le fourneau doit être percé par quatre ouvertures, une du côté de la chauffe par laquelle la flamme entre dans le fourneau, et qu'on appelle l'entrée de la chauffe; une à l'autre extrémité vers la fosse par laquelle le métal fondu sort : deux autres qu'on nomme portes, sont par les deux côtés. Elles servent pour pousser le métal dans le fourneau, et pour le remuer quand il fond. On pratique encore deux ou quatre ouvertures dans la voûte, qui sont comme les cheminées, et qu'on tient couvertes ou libres selon le besoin. A côté du fourneau, à l'opposite de la fosse, on fait la chauffe. C'est un espace carré dans lequel on fait le feu, et d'où la flamme est portée dans le fourneau. Le bois y est posé sur une double grille qui sépare sa hauteur en deux parties : l'inférieure s'appelle le cendrier. On retire les cendres par une porte ouverte du côté du nord; parce que le feu qui met le métal en fusion, étant de réverbère, il est avantageux que l'air qui passe par cette porte, et qui le souffle, soit un vent froid qui donne au feu de l'activité. Le fondement du fourneau ayant été fait solide, on pose l'âtre à la hauteur nécessaire pour qu'il ait pente vers l'écheneau. On donna dans l'exemple de grande fonderie dont nous nous sommes servis, à l'âtre douze pieds neuf pouces de diamètre, pour que le mur du fourneau portât en recouvrement un pied dessus au pourtour avec trois rangs de briques, les deux premières sur le plat, et la troisième de carreaux de Sinsanson, proche Beauvais en Picardie, de huit pouces en carré, posés de champ, et maçonnés avec de la terre de même qualité que celle de noyau. Cet âtre avait une pente de six pouces depuis la chauffe jusqu'au tampon, et un revers de trois pouces de pente depuis les portes jusqu'au milieu, ce qui formait un ruisseau dans le milieu, pour en faire écouler le métal. Au-dessus de l'âtre, on construit les murs et la voûte du fourneau avec des briques gironnées, c'est-à-dire, plus larges et plus épaisses par un bout que par l'autre, de la tuilerie de Sinsanson, posées en coupe suivant le pourtour et le diamètre de la voûte, maçonnées avec de la terre, et garnies par derrière de briques du pays, posées avec de la terre en liaison et en coupe. Le trou du tampon est en façon de deux derrière unis par leurs bouts tronqués; on bouche celui qui est du côté du fourneau, avec un tampon de fer de la figure de l'ouverture qu'il doit former, et de la terre qui remplit les joints : le tampon étant en derrière, et bouchant par sa pointe, le métal ne peut le chasser. Ce trou de tampon est pratiqué dans son parement avec un rang de briques de Sinsanson, garni par derrière de briques du pays, posées en terre, de même que les portes du fourneau. La chauffe et son ouverture doivent être d'un contour aisé et allongé, afin que la flamme aille sans empêchement frapper au trou du tampon, d'où elle se répand et circule dans le fourneau. Au haut de la voûte de la chauffe il y a un trou par où l'on jette le bois; on bouche ce trou avec une pelle de fer qui glisse entre deux coulisses de fer au-dessus de cette ouverture. Dans l'épaisseur du mur du fourneau du côté de la chauffe, on met une plaque de fer fondu de quatre pieds de long, qui descend huit pouces plus bas que l'âtre du fourneau, à un pied de distance du parement du mur de la chauffe, de crainte que si le feu faisait quelque fracture aux murs du fourneau, le métal ne s'écoulât dans la chauffe. Par la même raison on fortifie le fourneau en tout sens avec des tirants de fer qui passent sous l'âtre, et sur la voûte du fourneau, et qui sont pris par leurs bouts dans des ancres de fer qui saisissent d'autres barres posées de niveau sur les parements des murs du fourneau. Les ouvertures du comble qui donnent du jour dans ces ateliers doivent être en lucarnes damoiselles, c'est-à-dire plus élevées sur le devant que sur le derrière, afin de donner plus de jour, et laisser plus facilement échapper la fumée. Voyez Pl. II. fig. 5. plan du fourneau où l'on fait fondre le bronze; A, le fourneau; B, portes; C, la chauffe; D, la grille; E, le conduit à l'écheneau; F, l'écheneau, fig. 6. profil du fourneau; 1, le fourneau; 2, les portes; 3, la chauffe; 4, la grille; 9, ouverture pour jeter le bois dans le fourneau, fig. 7. profil du fourneau en largeur; 1, 1, le fourneau; 2, les portes; 3, la chauffe, 12, 12, les cheminées. Voilà les règles générales pour la construction d'un fourneau; l'expérience et le bon sens apprendront au Fondeur, quand et comment il doit ou les modifier ou s'en écarter. Lorsque le fourneau pour la statue équestre de la place de Louis le grand fut construit, comme nous avons dit, on fit trois épreuves à la fois; l'une de la bonté du fourneau; l'autre sur la durée du métal en état de fusion, et la troisième sur la diminution pendant la fonte. On y fondit 19090 livres de vieilles pièces de canon, lingots de cuivre moitié rouge, moitié jaune; le mélange fut mis en fusion en vingt-quatre heures, coula près de 50 pieds de longueur à l'air sans se figer, et l'on n'en retira que 15714 livres nettes. Le déchet venait de l'évaporation du métal jaune, et de la perte de la quantité dont l'âtre neuf s'était abreuvé. L'alliage ordinaire du bronze pour les figures est de deux tiers de cuivre rouge, et d'un tiers de cuivre jaune; mais on rendra le bronze plus solide et moins soufflant, si l'on met un peu plus de cuivre jaune. On prit pour la grande fonte de la statue équestre de la place de Louis le grand, en lingots de la première fonte, 15714; en culasses de vieilles pièces de canon, 6188; en lingots faits de deux tiers de cuivre rouge et d'un tiers de cuivre jaune, 4860; en autres lingots de cuivre, moitié rouge et moitié jaune, 45129; en métal rouge, 3539; en métal jaune, 3500; en lingots provenant de la fonte de la statue de Sextus Marius, 2820; en étain fin d'Angleterre, 2002. Total, 83752. Pour commencer la fonte, on couvre l'âtre du fourneau de lingots élevés par bouts les uns sur les autres, afin que la flamme puisse circuler entre eux. On allume le feu dans la chauffe avec du bois sec. La flamme est portée dans le fourneau par l'ouverture de la chauffe, et s'y répand. Quand les premiers lingots sont en fusion, on continue d'en mettre d'autres qu'on a tenu exposés au feu sur les glacis des portes du fourneau, d'où ils coulent quelquefois d'eux-mêmes en fusion dans le fourneau. Si on les y jetait froids, ils feraient figer le métal en fusion, qui s'y attacherait, et formerait un gâteau. Ce n'est pas là la seule manière dont le gâteau se puisse faire. L'humidité d'une fumée épaisse qui se répandrait dans le fourneau; le ralentissement de la chaleur d'un feu mal conduit; la moiteur d'un mauvais terrain, etc. suffisent pour causer cet accident, à la suite duquel il faut quelquefois rompre le fourneau, retirer le métal, le diviser et le remettre en fonte. Quand tout le métal est fondu, on continue le feu; et on ne le présume assez chaud, que quand la flamme du fourneau devient rouge, que quand les crasses se fendent à sa surface, et montrent en s'écartant d'elles-mêmes un métal brillant comme un miroir, et qu'en le remuant avec des pelles de bois, il s'en élève une fumée blanche : alors on débouche le fourneau en enfonçant le tampon avec une barre de fer suspendue, qu'on appelle perrier. Le tampon enfoncé, le métal coule dans l'écheneau qu'on a eu soin de faire bien chauffer. On lève les quenouillettes par le moyen d'une bascule, et le métal se précipite dans les jets; on peut espérer du succès, quand il coule sans bouillonner ni cracher, qu'il en reste dans l'écheneau, et qu'il remonte par les évents. Pour la statue équestre de Louis XIV, le fourneau fut en feu pendant 40 heures; et il resta dans l'écheneau 21924 1. de métal. Voyez. Pl. I. l'atelier de la fonderie dans le temps que l'on fond le métal dans le fourneau, et que l'on coule la figure en bronze; 1, le fourneau; 2, portes par lesquelles on remue le métal dans le fourneau; 3, cheminées par lesquelles la fumée sort du fourneau; 4, bascules par lesquelles on lève et ferme les portes du fourneau; 5, trou du tampon par lequel sort le métal pour couler dans l'écheneau; 6, perrier avec lequel on pousse le tampon dans le fourneau pour en faire sortir le métal, afin qu'il coule dans l'écheneau. Ce perrier est suspendu par une chaîne de fer; 7, 7, 7, trois quenouilles dans l'écheneau où elles bouchent les entrées du métal, au haut des trois jets, par lesquels le métal se répand dans tous les jets de la figure; 8, 8, bascule pour lever en même temps les trois quenouillettes, afin que le métal entre dans les trois principaux jets; 9, 9, écheneau en manière de bassin, dans lequel coule le métal au sortir du fourneau, pour entrer dans les trois principaux jets en même temps, quand on a levé les quenouillettes. On laisse reposer le métal dans le moule pendant trois ou quatre jours afin qu'il y prenne corps, et quand la chaleur est entièrement cessée, on le découvre, et l'on a une figure toute semblable à celle qu'on avait exécutée en cire. On a poussé la fonderie si loin, que la cire n'était quelquefois guère plus nette que ne l'est l'ouvrage fondu; et qu'on pourrait presque se contenter de le laver, et de l'écurer avec la lie de vin : mais les gens habiles qui sont toujours difficilement contents d'eux-mêmes, retouchent les contours de leurs figures. D'ailleurs il y a des trous à boucher, des jets à couper, des évents et d'autres superfluités à enlever; c'est ce qu'on exécute avec des ciseaux. On se sert de la marteline pour détacher une crasse qui se forme sur l'ouvrage du mélange du bronze même et de la potée, et qui est plus dur que le bronze même. La marteline est une espèce de marteau d'acier pointu par un bout, et à dents de l'autre, avec lequel on frappe sur l'ouvrage, pour ébranler la crasse qu'on enlève ensuite au ciseau. On emploie aussi le grattoir, le rifloir, et le gratte-bosse; on achève de nettoyer avec l'eau-forte, dont on frotte l'ouvrage avec une brosse, usant aussi du grattoir et du gratte-bosse. On réitère cette manoeuvre trois ou quatre fois; puis on écure avec la lie de vin. Quant aux petits ouvrages, quand on en a ôté les jets, on les laisse tremper dans l'eau-forte pendant quelque temps; la crasse se dissout et se met en une pâte qu'on ôte aisément. On bouche ensuite les trous en y coulant des gouttes de métal. On appelle goutte, ce que l'on fond après coup sur un ouvrage; ces gouttes remplissent quelquefois les plus grands creusets. Pour les couler, on taille la pièce en queue d'aronde, en la fouillant jusqu'à moitié de l'épaisseur du bronze. On y met de la terre que l'on modèle suivant le contour qu'elle doit avoir, et sur laquelle on fait un moule de terre, ou de plâtre et brique, au-dessus duquel on pratique un évent et un petit godet qui sert de jet pour y faire couler le métal. On déplace ensuite cette pièce du moule, pour la faire recuire comme le moule de potée; et après avoir ôté la terre du trou où l'on doit couler la goutte, on remet cette portion recuite dans sa place, en l'attachant avec des cordes à l'ouvrage, pour qu'elle y soit jointe; de manière que le métal ne puisse s'écouler. Après avoir fait bien chauffer le tout, on y coule le métal, fondu très chaud dans un creuset, en sorte qu'il fasse corps avec le bronze : on pratique la même chose aux fentes. Mais si elles se trouvent dans un endroit où il serait difficile de jeter du métal, on lime une pièce de la même étoffe que l'ouvrage, et de la mesure de la fente, et on l'enfonce à force, après avoir entaillé cette fente en queue d'aronde, de la moitié de l'épaisseur du bronze. On achève enfin tout ce grand travail en vidant la pièce fondue de son noyau; si c'est une statue équestre, on descend dedans par l'ouverture pratiquée au-dessus de la croupe : on retire une partie des fers de l'armure et du noyau par le haut; le reste s'écoule par les ouvertures du ventre. On bouche bien tous ces trous. Si on négligeait ce soin, les ouvrages venant à se charger d'eau en hiver; et cette eau descendant dans les parties inférieures, dans les cuisses et dans les jambes, elle pourrait s'y glacer, et détruire les formes de ces parties, peut-être même les ouvrir. On coupe les jets; on enlève au ciseau les barbures; on répare l'ouvrage jusqu'à ce qu'il n'y ait plus rien à désirer, et on le tire de la fosse, pour le placer sur son piédestal. Quels travaux, quelles dépenses, quelle industrie ! Mais doit-on rien épargner quand il s'agit d'éterniser la mémoire des souverains qui ont rendu leurs peuples heureux ? Pour les princes oisifs ou méchants sont-ils dignes des honneurs du bronze ? Perdez-vous, art divin, sous les règnes des Claude, des Néron, et des Caligula, et ne vous retrouvez que sous les règnes des Tite, des Trajan, et des Antonin. La statue équestre élevée par la ville de Paris dans la place de Louis le grand en 1699, est le plus grand ouvrage qui ait peut-être jamais été fondu d'un seul jet; il a vingt-et-un pieds de haut. Les statues équestres de Marc-Aurèle à Rome, de Cosme de Médicis à Florence, d'Henri IV et de Louis XIII. à Paris, ont été fondues par pièces séparées. Il en est de même de la chaire de l'église de S. Pierre de Rome; cet ouvrage, qui a quatre-vingts pieds de haut, est fait de pièces remontées sur une armature. Les Egyptiens, les Grecs, ont connu l'art de fondre : mais ce qui reste de leurs ouvrages, et ce que l'histoire nous apprend des autres, n'est que médiocre pour la grandeur. Le colosse de Rhodes, ainsi que quelques autres ouvrages qui nous paraissent prodigieux aujourd'hui, n'étaient, selon toute apparence, que des platines de cuivre rapportées : c'est ainsi qu'on a fait la statue du connétable de Montmorency, élevée à Chantilly. On peut exécuter de très grands ouvrages d'un seul jet : l'expérience qu'on fit du fourneau de la statue équestre de la place de Louis le grand prouve que le métal en fusion peut couler à cinquante pieds à l'air sans se figer; c'est ce que Landouillet n'ignorait pas. Quand on proposa de faire dans le choeur de Notre-Dame de Paris un autel en baldaquin de bronze de cinquante pieds de haut, pour acquitter le voeu de Louis XIII cet habile fondeur, commissaire de la fonderie de Rochefort, s'offrit de le fondre d'un seul jet dans le choeur même de Notre-Dame, dans la place où le modèle était fait, établissant ses fourneaux dans l'église, en sorte qu'il n'y eût eu aucun embarras de transport. Ce projet était beau et possible, mais au-dessus des lumières de son temps; et l'on pourrait dire que Landouillet naquit un peu trop tôt. Lorsque M. Le Moine, habile sculpteur, exécuta la statue équestre de Louis XV pour la ville de Bordeaux, il y avait 50 ans que celle de Louis XIV pour la ville de Paris avait été fondue; les mouleurs, les forgerons, et les fondeurs qu'on y avait employés n'étaient plus vivants; et la pratique en était presque perdue, sans les mémoires et les dessins recueillis par M. Boffrand, et communiqués à M. le Moine. Ce fut à l'aide de ces mémoires que l'art de fondre d'un jet des statues équestres se retrouva. A l'égard de la statue équestre de Louis XIV dont M. de Boffrand a expliqué la fonte et les travaux dans un ouvrage intitulé "Description de ce qui a été pratiqué pour fondre la statue équestre", etc. la sculpture est de François Girardon, dont les ouvrages font l'éloge mieux que je ne pourrais faire; et la fonte et ses opérations ont été conduites par Jean Balthasar Keller, Suisse de nation, homme très expérimenté dans les grandes fonderies. |